


电弧喷锌
四、喷新
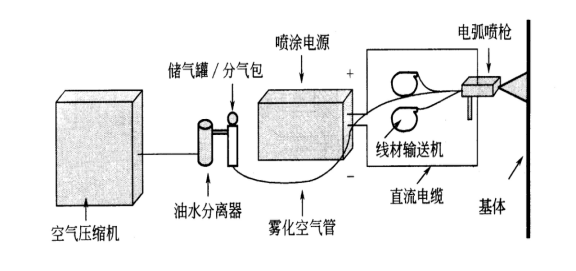
电弧喷涂系统示意图
1、电弧喷涂需要进行喷涂处理的表面在电弧喷涂施工之前要清理干净,并符合表面清洁度和粗糙度的要求,并验收合格签单后方可进行。
2、对不需喷涂的部位及管件进出口要进行有效封闭,以防喷涂灰尘的进入。
3、电弧喷涂操作人员必须掌握本施工工艺、相关规范及标准,喷涂设备必须调试正常,并且在设备制造商规定的参数下正常使用,以确保获得合格的喷涂层。
4、单道喷涂幅度宽不宜超过150mm,在任何情况下,所喷涂的次数不能少于两次。
5、第一次喷涂时间必须在4h内完成,以免已喷完砂的待喷锌的工件表面有浮锈出现,如果有浮锈现象出现应立即停止喷锌,浮锈处理好后重新验收合格后方可进行。
6、如浮锈现象经常出现的情况下,完全有必要对已处理好的喷涂工件表面使用抽湿系统,进行对喷涂工件提供干燥清洁的空气。
7、要调试好喷涂机械的空载电压、电弧电压即电压调节到能产生稳定电弧时的低值,这样能以较高的沉积速率形成平滑致密的涂层,从而增强涂层与工件之间的结合强度。
8、要调试好喷涂机械的工作电流、线材的输送速度,工作电流一般在150-250A,所获得的涂层质量和喷涂速度较为满意,更符合所要求的涂层质量。
9、雾化气体的压力不得低于0.5Mpa,气流量要大致保持恒定,一般偏离不得超过设定值的5%。从而确保喷涂粒子雾化更充分,喷涂层更致密,降低孔隙率,便涂层结合强度提高。
10、喷枪与工件的喷涂距离要控制在150-250mm之间,从而保证喷涂粒子充分的雾化,过大喷涂粒子撞击工件表面的温度和动能不够,过小喷涂粒子还未获得充分的加速而影响涂层的质量。
11、喷枪与工件的角度宜形成在600 -900之间,过小就会产生“遮蔽效应”,一般情况下在900或接近900。
12、喷枪的移动速度及移动,应进行多次移动喷涂或交叉喷涂,其移动速度应事先进行试喷涂而确定,以后依靠操作技巧和熟练程度每个施工人员而具体确定。
13、喷涂操作环境参数要 掌控,环境温度高于露点以上5℃,空气相对湿度低于80%,不允许在相对湿度大于80% 的雨天、雾天施工。
五:电弧喷锌质量检验及要求:
1、膜厚测试
采用最小膜厚法:平均膜厚不能小于规定膜厚的最小值。单一膜厚点不能小于70um。
2、观察检验
热喷涂后的表面应该平整光滑,没有起泡,痕迹,开裂,松裂颗粒或者露底;也没有失去结合力的金属颗粒或可能影响使用寿命和服务时间的涂装缺陷。
六:进度计划
一台罐箱内喷锌施工时间计划3小时(含补锌),喷锌时安排准人监护。
影响进度的因素:
1、 设备制作延后完成,没有如期交出施工。
2、 设备故障造成喷砂、喷锌进度受限。
3、其他事宜配合不协调造成误工等。
七:安全措施
1、电弧喷涂喷锌前,做好箱内的通风措施,并进入箱内测量箱内的含氧量,并符合规范要求。
2、严禁与施工无关的人员进入施工警示标志区内,并派人看护,严禁非施工人员在警示标志区附近逗留。
3、操作人员在进入受限空间作业时,应提供有效的安全保护措施,检查内部的作业环境,并利用人孔、管道孔或其他孔道进行强制通风。